Digital Twin Framework for Manufacturing
ISO 23247
The digital twin framework for manufacturing is a set of protocols for making and maintaining digital twins. The digital twins describe the current state of a product, process or resource. Each digital twin is a multi-dimensional model that empowers applications to create better products, more quickly and efficiently.
ISO 23247 partitions a digital twinning system into layers defined by standards. Figure 1 shows the four layers. The lowest layer describes the observable manufacturing elements. This layer describes the items on the manufacturing floor that need to be modeled. Officially it is not part of the framework because it already exists. The second layer is the device communication entity. This layer collates all the state changes of the observable manufacturing elements, and sends control programs to those elements when adjustments become necessary.

The third layer is the digital twin entity. This layer models the digital twins. It reads the data collated by the device communication entity and uses the information to update its models. The fourth layer contains user entities. These are applications that use the digital twins to make your manufacturing more efficient. They are legacy applications such as ERP and PLM, and new applications that make processes work more quickly.
The ISO 23247 framework is based on the Internet of Things. The functional entities of ISO 30141 are customized for manufacturing. There are many functional entities. In this introduction we will outline three examples. The first is digital twins for a cell of robots. The second is digital twins for the layers of an aircraft skin. The third is digital twins for gear box machining.
Figure 2 shows the robot manufacturing cell that was twinned in a lab at the University of Washington in Seattle. The four robots are called Kenny, Stan, Cartman and Kyle after the South Park TV show.
Today most drill and fill operations are performed by humans. People are flexible. However, they are also fragile, and after ten years of back straining work they need physical therapy. Replacing a human with a robot is not complicated, but making the robots as flexible as a human is hard. Digital twinning makes it easier because you have models of the manufacturing that can be compared with CAD models.
An airframe is a large, expensive structure that is frequently customized to minimize fuel costs. An airframe assembly plant is huge and complex. Many tasks are being scheduled and it is often more efficient to perform a task as soon as the materials are available. Therefore, when a wing arrives at a cell there may be many slight variations. Some of the holes may already have been drilled. Others may not be necessary, and perhaps one of the robots has been taken down for maintenance. If you have seen the Southpark show you will know this robot is called Kenny.
An NC programmer can be asked to adjust the work, but this takes time and he is not on the shop floor. With digital twins, intelligent software makes the adjustments, and visualization software shows the consequences for quick approval. Figure 3 shows how the four layers of ISO 23247 were customized to make digital twins for this application.

At the observation level the four robots were controlled using command language known as Rapid. As the robots ran these commands, they reported their current status using OPC/UA. These status reports were captured in an MTConnect data stream by the Device Communication Entity.
The digital twin entity read the MTConnect and used the coordinate data to place each drill in the digital twin model. Moving the cutter in the digital twin resulted in a material being removed from wing model. A digital twin of the process recorded all the starts and stop times and the speeds and feeds of the process.
Four new applications were implemented in the User Entity.
- The COA Adjustor analyzed the wing before the assembly operations started. Any holes found on the part were removed from the operation list so that they would not be repeated by the robots.
- The Assigner balanced the workload between the available robots. It looked at the placement of each robot and each hole and decided which robot should be assigned to each task.
- The Sequencer scheduled the drilling operations for each robot. It made sure that the enterprise rules for one-up assembly were met by the schedule so that no burrs needed to be removed after the operations.
- The Monitor made sure each hole was drilled properly by checking the feeds, speeds and completion times.
The engineers estimated the new system reduced production times by 25%.
The second use case implemented a framework to reduce the weight of an airframe. A modern aircraft skin is made up of three layers. The outer layer is composite fiber hardened in an oven. The inner layer is the titanium structure. The middle layer is high grade aluminum foil. The width of this layer is adjusted to compensate for the actual width of the composite layer.
If the manufacturing process was perfect then the thickness of the three layers would be known in advance. Advanced fighter planes must be as fast as possible which means they must be as light as possible. It has been found that the weight of an F35 is reduced by 500 pounds if the fasteners exactly match the actual depth of each hole. Unfortunately, the process to measure each hole is labor intensive. The second use case shows how to automate the measurement using digital twins.
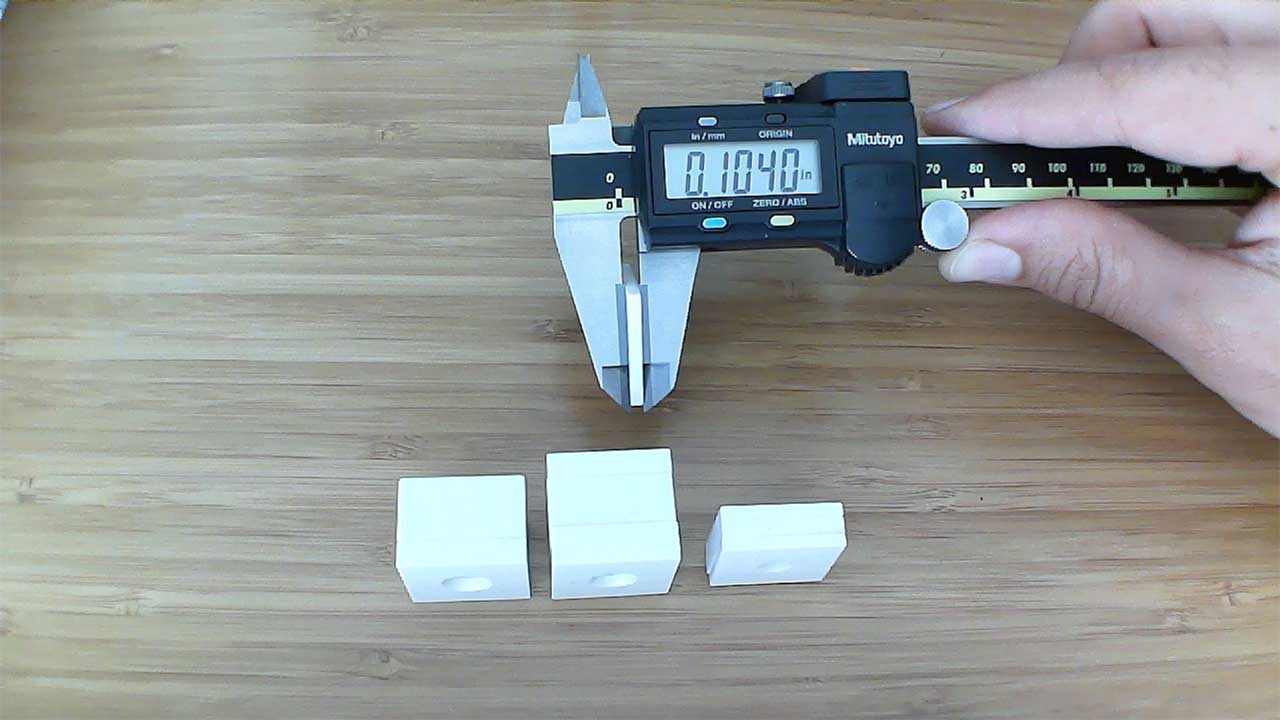
Figure 4 shows the proof of concept. Three stacks made up of three layers are measured using calipers. In the picture the disk widths were exaggerated to make it easy to see the differences. In a real system the variations would be much smaller. Even so to get the measurements correct to within one thousandths of an inch the disks had to be highly engineered to have exactly the right dimensions.
Many thousands of fasteners are used on an airframe so the minute differences add up. Figure 5 shows how to use the digital twin framework to make the measurements. In this framework the device control entity uses QIF and the digital twin entity uses AP242. The measurements are made at one location and used to update the model at another location. This illustrates the flexibility of using the framework.
When this example is deployed the width of the aluminum layer will be measured at all the drill points. The widths will be recorded in a QIF file and sent to the digital twin. The stack width of each disk will be adjusted for the measured value and a precise height will be computed for that instance of the stack. A fastener that closely matches that height will then be “blown” to the robot that fills the hole.

The last use case used the framework for a machining application. This example showed how to make manufacturing more accurate and efficient by monitoring for changes. In essence, an MTConnect stream is read by the digital twin entity and discrepancies between the predicted forces and the measured forces are noted. If these differences are above a threshold, then an exception is generated. If the face is critical then an operator is requested to measure the face using calipers.
The digital twin framework for this example combines the protocols of the first two. The machining was captured in an MTConnect stream, but in a different way because only the start and end of each step was recorded. This considerably reduces the data volume which was of benefit because the device communication entity was in Sweden and the digital twin entity was in New York.
A special server was implemented to only emit messages when events occurred during the machining. For each event it sent the equivalent of a tweet. The caliper also tweeted. The tweet occurred at the time of the touch and the machine tool coordinates were captured in the MTConnect. Figure 6 shows how. The digital twin entity read the measurements and placed the touched points on the twinned faces. A best fit surface was then computed and used to validate the tolerances.
Two applications were added to the uer entity.
- The Measurement analyzer monitored the machined tolerances. If a tolerance is reaching a limit, then the tool is changed.
- The Tool analyzer monitored the tool life. If tool life is being wasted then feeds and speeds are accelerated to make better use of the resource.
The engineers estimated the new system reduced production costs by 15%.

We hope you enjoyed our quick tour of the digital twin framework for manufacturing. To learn more, buy the standard which is in four parts
- Part 1 — Overview
- Part 2 — Reference Architecture
- Part 3 — Data examples
- Part 4 — Network protocols
The use cases outlined here are described in much greater detail in Part 4. The figures in this document were taken from an early version before it was copyrighted. Purchase the standard for better descriptions with additional figures showing more implementation details.